OEE
What is OEE and what does it mean?
Overall Equipment Effectiveness, or OEE, is simply an expression of how much product you have made compared to the maximum amount of product you could possibly have made in the given time.

Watch our video series:
Watch our series on ‘Using OEE to become a world class manufacturer’. In these videos we teach the basic principles of OEE, including how to calculate it.


For example
Suppose you have a process which produces tractors at a rate of 2 per hour. In an 8-hour shift, you should be able to make 16 tractors.
















But you only managed to make 12.
Then the efficiency or effectiveness of your process during that 8-hour period is:
OEE = 12 Tractors / 16 Tractors = 0.75 or 75%
What about Availability, Performance and Quality Rate?
We will get on to those later. The bottom line is you only made 12 tractors when you had the opportunity to make 16.
This makes your OEE only 75%.
OEE is a ratio and can therefore be calculated from any relevant units, weight, length, parts etc. So it’s easy to apply this principle to all types of manufacturing process. See the examples below:
If you take an injection moulding machine running a 4-cavity mould which, under ideal conditions and settings, can run at a speed of 1 cycle every 30 seconds.
During an 8-hour shift, if the machine runs consistently at 30-second cycles for the whole 8 hours and produces no rejects, you would be able to make 3,840 mouldings.
If, however, for various reasons, you only managed to produce 3,456 mouldings then your OEE would be 90%.
As an extruder, you might express your production in kilograms and your production rate in kilograms per hour.
So, if your extrusion machine can run at a rate of 450 Kg/Hr and in an 8-hour shift you have produced 2,340 Kg, your machine achieved an OEE of 65% for that shift.
A machine that draws wire would be measured in terms of the length drawn, it’s production rate might be expressed in meters per minute.
If you draw 138,240 meters of wire during a 12-hour shift on a machine that can run at 300 m/min, then the OEE for that machine during that 12 hours would be 64%.
Variations of the above approaches can be applied to any process type: Thermoforming, CNC Blow Moulding, Metal Pressing & Stamping, Printing, Filling etc.
Express everything in units of time
As mentioned, OEE is a ratio and can therefore be expressed as the ratio of two items of a range of units (providing the two items have the same units). It is useful to express OEE as the ratio of two times, or durations. We are after all calculating how effectively we have used the time available to us.
In the previous simple example, we calculated the ratio of the number of tractors made to the number of tractors possible to make in the given time. So how do we calculate that as a ratio of times? We need to calculate the ratio of productive time to the time we had available.
The time we had available is easy. It’s simply the 8 hours duration of the shift. The productive time is the time it should have taken to make what you made. You made 12 tractors which should take half an hour each to make, so the productive time is 6 hours.
At Intouch, we call this the Standard Time Earned. So, using these two numbers to calculate OEE you get:

OEE = 6 Hours / 8 Hours = 0.75 or 75%
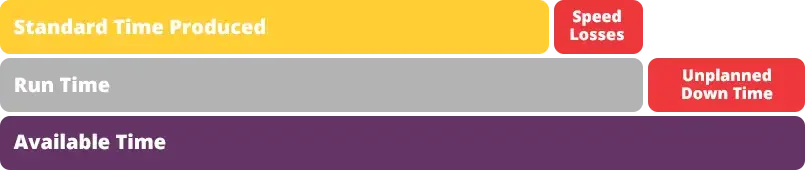
This is a diagram comparing the Available Time and the Standard Time Earned.
This type of visualisation is very useful for understanding how the available time has been spent and we will make further use of it as we go along.

Again, we can apply the same approach to all manner of real-world manufacturing processes:
If we take our injection moulding example we looked at earlier, the available time would again be 8 hours. Our standard time would be how long it would take us to make 3,456 mouldings, running consistently at a cycle time of 30 seconds with every cycle of the machine, which is 7.2 hours.
Plugging those numbers into our equation we get:
OEE = 7.2 Hours / 8 Hours = 0.9 or 90%
The result is the same as before, unsurprisingly. With a little simple algebra, we can show that the two approaches are mathematically equivalent.
OEE = Standard Time Earned / Available Time
Standard Time Earned = (Good Parts Made x Standard Cycle Time) / Parts Per Cycle
Max possible parts = (Available Time x parts Per cycle) / Standard Cycle Time
Available Time = (Max possible parts in available time X Standard Cycle Time) / Parts Per Cycle
OEE = [(Good Parts Made X Standard Cycle Time) / Parts Per Cycle ] / [(Max possible parts X Standard Cycle Time) / Parts Per Cycle ]
OEE = Good Parts Made / Max possible parts
Availability, Performance & Quality Rate - Where does the time go?
So OEE, as its name suggests, gives you an overall figure for how productive an item of equipment was over a given period.
As mentioned previously this is the bottom line, and it is indeed very useful to measure and track OEE, just keeping an eye on your productivity will drive you to improve it. To further drive improvements you need to identify why you didn’t make as much product as you could have one.
There are three possible reasons for these losses. The machine was:
- Not running
- Running slowly
- Producing scrap
Success in controlling these three types of losses is measured as three distinct KPIs, the components of OEE:
- Availability
- Performance
- Quality rate
OEE = 6 Hours / 8 Hours = 0.75 or 75%
1. Availability
The Availability Rate is a measure of how successful we have been in keeping the machine running. It is simply calculated as a ratio of Run Time to Available Time. We can illustrate the run time on our time visualisation, highlighting the losses due to unplanned downtime:
Availability = Run Time / Available Time

2. Performance
The Performance is a measure of how well the machine ran when it was running, in terms of rate of production. It is the ratio of parts made to the number of parts you should have been able to make in the given Run Time.
Performance = Parts Made / Max Possible Parts
= Parts Made / [(Run Time x Parts Per Cycle) / Standard Cycle]
=[(Parts Made x Standard Cycle) / Parts Per cycle] / Run Time
(Parts Made x Standard Cycle) / Parts Per Cycle is the time it should take to make the parts you made if the machine is running at it’s maximum possible rate. We call this theStandard Time Produced.
Performance = Standard Time Produced / Run Time
- Note the difference between Standard Time Earned and Standard Time Produced.
- Standard Time Produced includes both good and reject parts.
- Standard Time Earned only relates to good parts.
3. Quality Rate
The Quality Rate is the ratio of good parts made to total parts made (good + rejects).
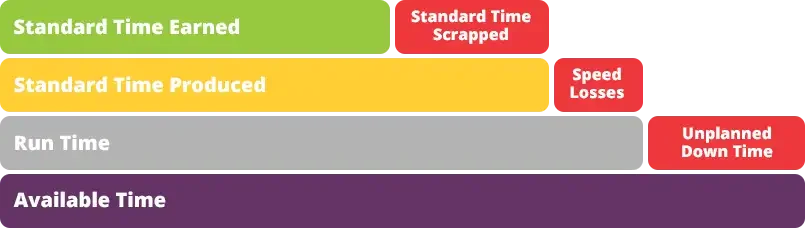
We represent this on our time visualisation as time spent producing scrap, or Standard Time Scrapped.
So, you can see that the productivity of the machine is broken down into a series of ratios of time periods.
A = Run Time / Available Time
P = Standard Time Produced / Run Time
Q = Standard Time Earned / Standard Time Produced
OEE = A x P x Q = Standard Time Earned / Available Time
And the visualisation shows clearly how each of the different losses chips away at the time you had available to make good product, resulting in your final OEE figure.
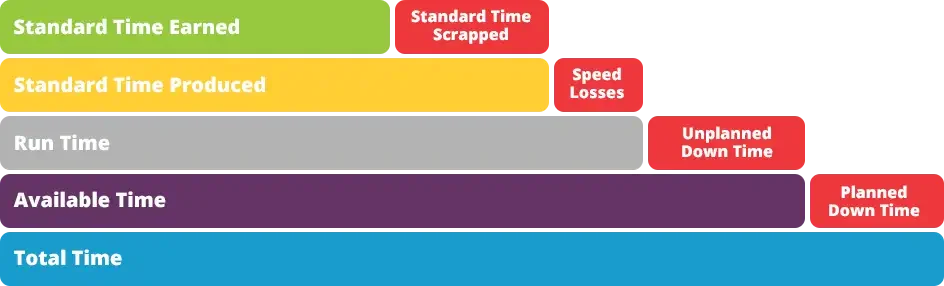
Planned Down Time
The final part of OEE is to take into account the time when you don’t plan to run your machine at all.
By removing planned downtime from the total time, we can ensure that the available time only considers the time we intended to run the machine.
Calculate you OEE
Find out how Intouch can help you calculate your OEE and how you can have confidence in your figures with our automated production monitoring software. Get your 60-day free trial or view our pricing plans.
Getting started with Intouch is as easy as 1, 2, 3
Ready to increase your productivity?
We would love to hear from you. Call, email or use the contact form and we’ll get right back to you.
Headquarters
Intouch Monitoring Ltd
The Bull Pens, Tithe Farm
Moulton Road, Holcot
Northamptonshire
NN6 9SH